

Артикул:
PMI350ACDC

1 880 767 руб.
Есть в наличии
Нашли дешевле?
В корзину
Быстрый запрос
Рассчитать доставку
Компания SBI (Австрия) образована в 1999 году специалистами в области плазменной сварки и ее автоматизации и на сегодняшний день зарекомендовала себя как квалифицированную, известную во всем мире компанию, выпускающую надежное, высокотехнологичное и эргономичное сварочное оборудование и оборудование для наплавки высокого качества.
ОПИСАНИЕ SBI PMI-350 AC/DC TL:
Сварочный источник SBI PMI AC/DC используется для стыковой и наплавочной сварки стальных изделий. Помимо: стали, никеля, титана, циркония и меди, благодаря наличию встроенного источника переменного тока AC, он так же может сваривать различные алюминиевые сплавы. В режиме плазменной сварки аппарат SBI PMI AC/DC может сваривать в один слой, без механической обработки кромок, материалы толщиной до 12 мм.
ОСОБЕННОСТИ ПЛАЗМЕННОЙ СВАРКИ SBI PMI-350 AC/DC TL:
Электрическая дуга, которая горит между неплавящимся вольфрамовым электродом, вокруг которого течет плазмообразующий газ (аргон), и свариваемой заготовкой, геометрически сжимается медным соплом. Создается плазменная дуга (луч), которая имеет значительно более высокую плотность энергии, чем сопоставимая дуга в других видах сварки (TIG/MIG). Данная технология так же известна под названием "аргонодуговая сварка сжатой дугой".
Благодаря высококонцентрированной дуге в сочетании с контролируемым плазменным газом достигается высочайшие скорости сварки и глубина провара с узкими зонами термического воздействия, что экономит время и деньги. При этом, в отличии от лазерной сварки, плазменная сварка не предъявляет серьёзных требований к качеству подгонки свариваемых заготовок и не нуждается сложной и высокоточной фокусировке.
Преимущества плазменной сварки:
Технология наплавки позволяет существенно экономить, восстанавливая изношенные части изделий с необходимыми параметрами твердости поверхностного слоя вместо дорогостоящего выпуска новых изделий.
Существует много методов и технологий наплавки, каждый из них находит свое применение, компания SBI специализируется на плазменной наплавке, как наиболее аккуратном и производительном процессе.
Виды плазменной наплавки источником SBI PMI 350 AC/DC TL:
Схема плазменной наплавки с проволокой по сути – это схема плазменной сварки с подачей проволоки, только энергия дуги тратится на расплавление проволоки и частично подогрев и плавление верхнего слоя детали, на которую производится наплавка.
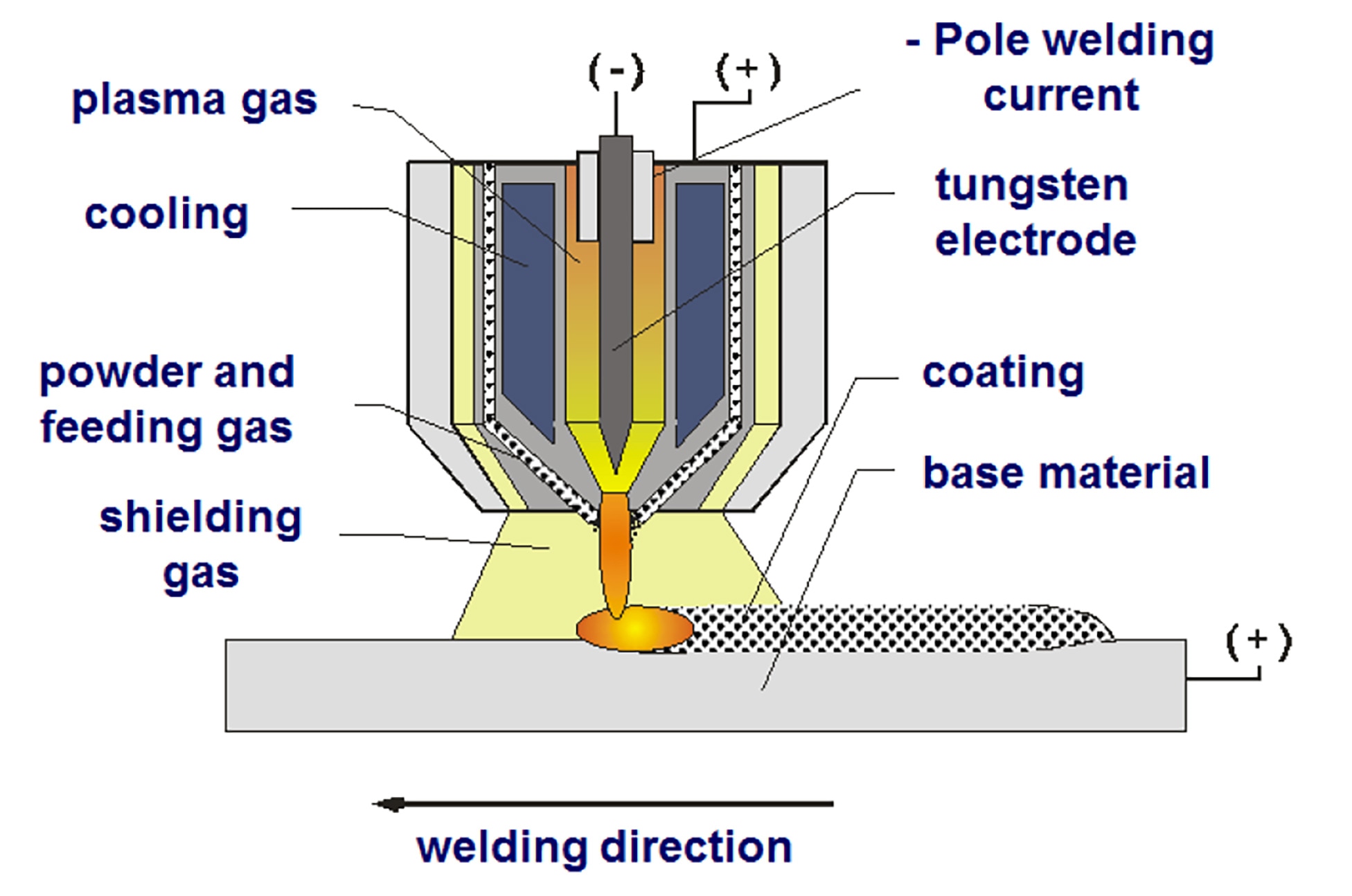
Схема плазменной наплавки с порошком не значительно отличается. В ней так же используется вольфрамовый электрод, плазменное и наружное сопло, но сопло имеет отверстия для выхода порошка. Порошок подается из специального накопителя (порошкового питателя) по каналам для подачи порошка в горелку, а по каналам горелки он движется и выходит через отверстия в плазменном сопле и попадает в зону горения дуги, расплавляется и переносится на наплавляемую деталь. Порошок по каналам передвигается благодаря так называемому транспортному газу – тот же аргон, который подается под небольшим давлением и с небольшим расходом в питатель. Основное отличие процесса от наплавки проволокой, что порошок может иметь разные фракции, его подавать можно в очень небольшом количестве, достигая малых толщин напыления с высокой конечной прочностью изделия.
ОПИСАНИЕ SBI PMI-350 AC/DC TL:
Сварочный источник SBI PMI AC/DC используется для стыковой и наплавочной сварки стальных изделий. Помимо: стали, никеля, титана, циркония и меди, благодаря наличию встроенного источника переменного тока AC, он так же может сваривать различные алюминиевые сплавы. В режиме плазменной сварки аппарат SBI PMI AC/DC может сваривать в один слой, без механической обработки кромок, материалы толщиной до 12 мм.
ОСОБЕННОСТИ ПЛАЗМЕННОЙ СВАРКИ SBI PMI-350 AC/DC TL:
Электрическая дуга, которая горит между неплавящимся вольфрамовым электродом, вокруг которого течет плазмообразующий газ (аргон), и свариваемой заготовкой, геометрически сжимается медным соплом. Создается плазменная дуга (луч), которая имеет значительно более высокую плотность энергии, чем сопоставимая дуга в других видах сварки (TIG/MIG). Данная технология так же известна под названием "аргонодуговая сварка сжатой дугой".
Благодаря высококонцентрированной дуге в сочетании с контролируемым плазменным газом достигается высочайшие скорости сварки и глубина провара с узкими зонами термического воздействия, что экономит время и деньги. При этом, в отличии от лазерной сварки, плазменная сварка не предъявляет серьёзных требований к качеству подгонки свариваемых заготовок и не нуждается сложной и высокоточной фокусировке.
Преимущества плазменной сварки:
- высочайшее качество шва, без существенных затрат в модернизацию процесса изготовления заготовок
- высокая скорость перенастройки оборудования под новые задачи, не требующая специальных навыков и сложных сервисных процедур
- высокая степень автоматизации и роботизации, с возможностью полностью автономного управления источником с помощью ЧПУ
- высокая доступность и не высокая стоимость основных расходных материалов, универсализированная с обычными аргонодуговыми сварочными аппаратами TIG
- высокая производительность, за счет высокой скорости сварки
Технология наплавки позволяет существенно экономить, восстанавливая изношенные части изделий с необходимыми параметрами твердости поверхностного слоя вместо дорогостоящего выпуска новых изделий.
Существует много методов и технологий наплавки, каждый из них находит свое применение, компания SBI специализируется на плазменной наплавке, как наиболее аккуратном и производительном процессе.
Виды плазменной наплавки источником SBI PMI 350 AC/DC TL:
Схема плазменной наплавки с проволокой по сути – это схема плазменной сварки с подачей проволоки, только энергия дуги тратится на расплавление проволоки и частично подогрев и плавление верхнего слоя детали, на которую производится наплавка.
Схема плазменной наплавки с порошком не значительно отличается. В ней так же используется вольфрамовый электрод, плазменное и наружное сопло, но сопло имеет отверстия для выхода порошка. Порошок подается из специального накопителя (порошкового питателя) по каналам для подачи порошка в горелку, а по каналам горелки он движется и выходит через отверстия в плазменном сопле и попадает в зону горения дуги, расплавляется и переносится на наплавляемую деталь. Порошок по каналам передвигается благодаря так называемому транспортному газу – тот же аргон, который подается под небольшим давлением и с небольшим расходом в питатель. Основное отличие процесса от наплавки проволокой, что порошок может иметь разные фракции, его подавать можно в очень небольшом количестве, достигая малых толщин напыления с высокой конечной прочностью изделия.
Документы
|
Вес
|
115 кг. |
|
Потребляемая мощность
|
20 кВт |
|
Класс защиты
|
IP 21 S |
|
Габаритные размеры
|
1200 x 520 x 940 мм. |
|
Напряжение сети
|
380 В |
|
Сварочный ток
|
5 - 350 А |
|
Тип охлаждения
|
Жидкостное |
|
Гарантийный срок
|
2 года |
|
Дисплей
|
Есть |
|
Число фаз
|
3 |
|
Колеса
|
Есть |
|
ПВ на максимальном токе
|
60 % |
|
Напряжение холостого хода
|
75 В |
|
Тип источника
|
Инвертор |
|
2/4-шаговое управление
|
Да |
|
Баланс переменного тока
|
0.1 Гц – 1.0 кГц / 1-99% |
|
Страна производитель
|
Австрия |
Нужна консультация?
Наши специалисты ответят на любой интересующий вопрос
Задать вопрос